






產品分類 更多>>



英標H型鋼材料:
因此模數理論是一種有實用價值的形體比例設計模式。械產品造型展望與“并行工程”今后相當長的一段時間里,更單純化、更簡潔、更明快、結構更嚴謹,工藝更精巧,追求理性美是機械產品造型的主要標志。在線型上將更多地使用直線或大曲率圓弧面加小圓轉角的造型。在色彩上將以淺淡、明快的高明低彩冷、暖色調為主。就一臺機器來說,其主調色將以“二套色”或“三套色”為主,一破過去一片灰暗或“萬花筒”式的色彩風格。隨著科技水平的飛速發展,人類文化水準的不斷提高,現代工業品造型的生命周期也越來越短。
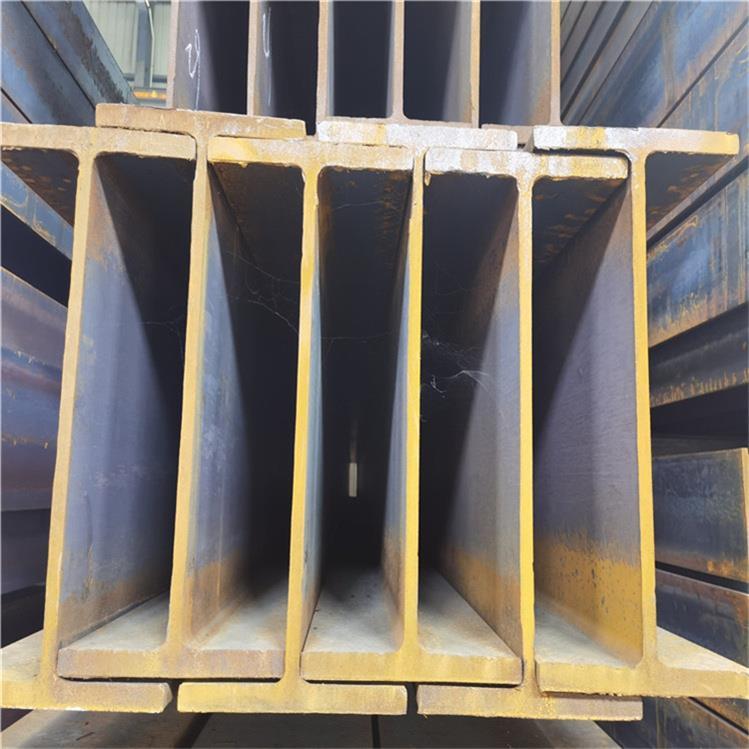
一、UB254*102*25英標H型鋼介紹:
英標H型鋼執行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼合金鋼分為低合金鋼、中合金鋼和高合金鋼。顧名思義,以含有合金元素的總量來加以區分,總量低于5%稱為低合金鋼,5-10%為中合金鋼,大于10%為高合金鋼。在國內習慣上又將特殊質量的碳素鋼和合金鋼稱為特殊鋼,31家特鋼企業專門生產這類鋼。如碳素結構鋼、合金結構鋼、碳素工具鋼、合金工具鋼、高速工具鋼、碳素彈簧鋼、合金彈簧鋼、軸承鋼、不銹鋼、耐熱鋼、電工鋼,還包括高溫合金、耐蝕合金和精密合金等等。
二、UB254*102*25英標H型鋼熱扎工藝手段:1)減小軋輥咬入角,改善咬入的措施 型鋼柱安裝步驟
四、UB標H型鋼規格型號表:

鋼鐵冶金:當然要在上型的合適部位留出澆冒口的位置。管件的芯鐵設計原則是采用組合式空心結構,既要有能夠附著樹脂砂襯的整體強度和剛度,又要有可縮可拆功能,以便在澆注后較短時間內(剛要凝固時)即可卸掉支承半圓芯鐵的頂端張緊鍥鐵,使芯鐵不影響管件凝固時的收縮,待鑄件凝固后抽出芯鐵。同樣,對于彎管和直管的鐵型覆砂鑄造也是觸類旁通。因此這種一模多用的組合模具有著較大范圍的通用性,為鐵型覆砂鑄造工藝的廣泛應用提供了較大空間,也為尋找快速鑄造生產常用高質量的管件產品開辟了一條新的工藝途徑。2鐵型的材質選擇與制造由于鐵型的覆砂層有良好的絕熱性能,起到緩和鐵型直接承受高溫鐵液的熱沖擊作用,鐵型的工作溫度升溫不高,一般在2~3℃之間,這種工作溫度有利于提高鐵型的使用壽命。對鐵型材質要求不高,選擇HT2牌號珠光體基體鑄鐵就可滿足要求。鐵型鑄造后機加工出平整的分型面,并安裝銷。鐵型端面的箱把和側面卡緊用的攀耳可以直接鑄出。3鐵型覆砂工藝設計參數的選擇3.3.1收縮率:取收縮率為.6%~.8%。3.2起模斜度:一般取起模斜度為l。~1.2。。3.3加工余量:取3-5mm。3.4鐵型壁厚:管件鐵型是留出覆砂層厚度的近似管件形狀的主體鐵型和型體背面的固定架聯接為一體的模具,無論鐵型本體還是固定架都要具備足夠的強度和剛度,不僅考慮鐵型本體熱脹冷縮的應力作用,還要考慮操作、搬運過程中的外力作用。鐵型壁厚可按以下經驗公式計算:鐵型壁厚A=1.5~2.O)A件計算,其中A件為管件壁厚。如J~4-mm的三通管壁厚為1.8mm,則鐵型壁厚A=(1.5~2.)A件=16~22(mm)。
因此模數理論是一種有實用價值的形體比例設計模式。械產品造型展望與“并行工程”今后相當長的一段時間里,更單純化、更簡潔、更明快、結構更嚴謹,工藝更精巧,追求理性美是機械產品造型的主要標志。在線型上將更多地使用直線或大曲率圓弧面加小圓轉角的造型。在色彩上將以淺淡、明快的高明低彩冷、暖色調為主。就一臺機器來說,其主調色將以“二套色”或“三套色”為主,一破過去一片灰暗或“萬花筒”式的色彩風格。隨著科技水平的飛速發展,人類文化水準的不斷提高,現代工業品造型的生命周期也越來越短。
一、UB254*102*25英標H型鋼介紹:
英標H型鋼執行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼合金鋼分為低合金鋼、中合金鋼和高合金鋼。顧名思義,以含有合金元素的總量來加以區分,總量低于5%稱為低合金鋼,5-10%為中合金鋼,大于10%為高合金鋼。在國內習慣上又將特殊質量的碳素鋼和合金鋼稱為特殊鋼,31家特鋼企業專門生產這類鋼。如碳素結構鋼、合金結構鋼、碳素工具鋼、合金工具鋼、高速工具鋼、碳素彈簧鋼、合金彈簧鋼、軸承鋼、不銹鋼、耐熱鋼、電工鋼,還包括高溫合金、耐蝕合金和精密合金等等。
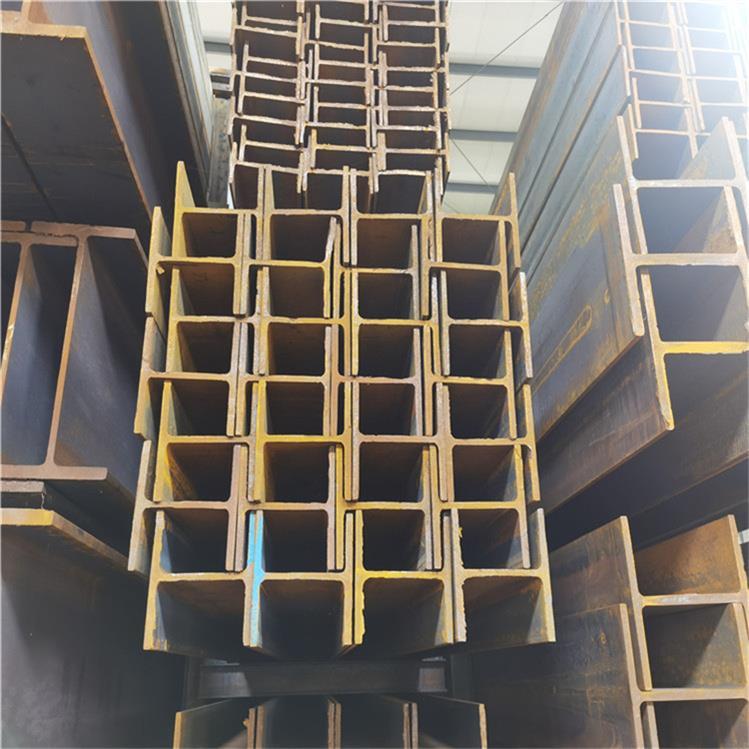
二、UB254*102*25英標H型鋼熱扎工藝手段:1)減小軋輥咬入角,改善咬入的措施 型鋼柱安裝步驟
四、UB標H型鋼規格型號表:
鋼鐵冶金:當然要在上型的合適部位留出澆冒口的位置。管件的芯鐵設計原則是采用組合式空心結構,既要有能夠附著樹脂砂襯的整體強度和剛度,又要有可縮可拆功能,以便在澆注后較短時間內(剛要凝固時)即可卸掉支承半圓芯鐵的頂端張緊鍥鐵,使芯鐵不影響管件凝固時的收縮,待鑄件凝固后抽出芯鐵。同樣,對于彎管和直管的鐵型覆砂鑄造也是觸類旁通。因此這種一模多用的組合模具有著較大范圍的通用性,為鐵型覆砂鑄造工藝的廣泛應用提供了較大空間,也為尋找快速鑄造生產常用高質量的管件產品開辟了一條新的工藝途徑。2鐵型的材質選擇與制造由于鐵型的覆砂層有良好的絕熱性能,起到緩和鐵型直接承受高溫鐵液的熱沖擊作用,鐵型的工作溫度升溫不高,一般在2~3℃之間,這種工作溫度有利于提高鐵型的使用壽命。對鐵型材質要求不高,選擇HT2牌號珠光體基體鑄鐵就可滿足要求。鐵型鑄造后機加工出平整的分型面,并安裝銷。鐵型端面的箱把和側面卡緊用的攀耳可以直接鑄出。3鐵型覆砂工藝設計參數的選擇3.3.1收縮率:取收縮率為.6%~.8%。3.2起模斜度:一般取起模斜度為l。~1.2。。3.3加工余量:取3-5mm。3.4鐵型壁厚:管件鐵型是留出覆砂層厚度的近似管件形狀的主體鐵型和型體背面的固定架聯接為一體的模具,無論鐵型本體還是固定架都要具備足夠的強度和剛度,不僅考慮鐵型本體熱脹冷縮的應力作用,還要考慮操作、搬運過程中的外力作用。鐵型壁厚可按以下經驗公式計算:鐵型壁厚A=1.5~2.O)A件計算,其中A件為管件壁厚。如J~4-mm的三通管壁厚為1.8mm,則鐵型壁厚A=(1.5~2.)A件=16~22(mm)。




















