






產(chǎn)品分類 更多>>
產(chǎn)品推薦



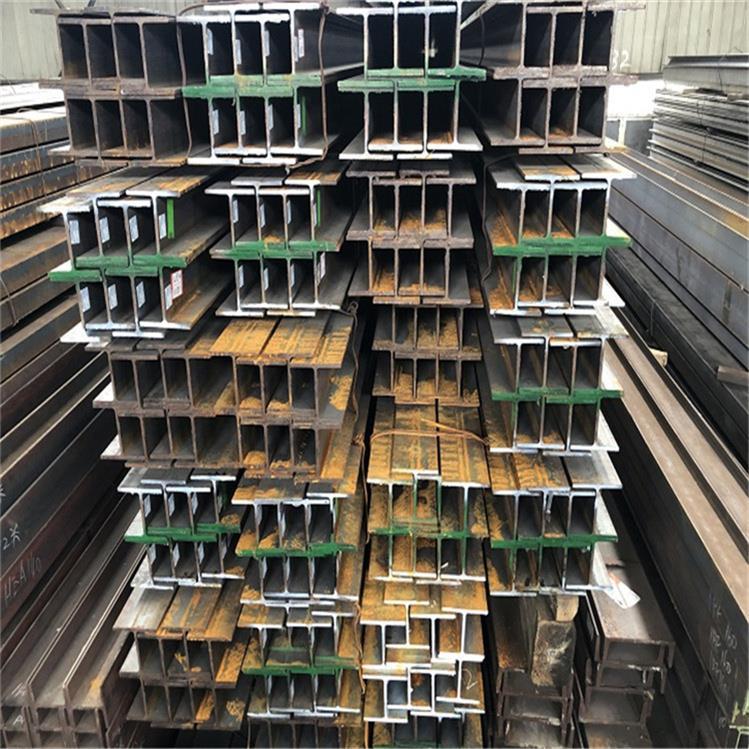
英標H型鋼材料:
在熱軋棒料上取150Ф65mm樣品,用來研究鍛造參量對顯微組織和機械性能的影響。樣品在感應爐中加熱至1200℃或1250℃。加熱溫度的確定決定較小奧氏體晶粒度和較大碳氮化物(在1200℃加熱),以及較大奧氏體晶粒度和很細的碳氮化物(在1250℃開始冷卻)對最終機械性能的影響。應用光學測溫儀測量感應圈出口處的工件溫度。樣品然后立刻變形(在1200℃和1250℃),或者以1℃/s的速度冷卻到經(jīng)選擇變形溫度(1200℃或1250℃)。
一、U254*146*31英標H型鋼介紹:
英標H型鋼執(zhí)行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼技術標準采用美國ASTM B695-2000及C-81562機械鍍鋅技術標準。

二、U254*146*31英標H型鋼熱扎工藝手段:2、軋制參數(shù):軋制變形過程,厚度方向的壓縮是主導變形。當軋件厚度方向受到軋輥壓縮時,將使金屬發(fā)生沿縱向和橫向的流動,但是縱向的延伸變形總是大大過橫向的擴展量,這是因為輥面摩擦力對寬向流動的阻礙總是大于縱向,也就是說,相對縱向而言,橫向的寬展總是比較小,軋制時的變形指數(shù)主要為:鏈接柱型鋼的節(jié)點,需要確保從柱型鋼的兩側穿過。如果出現(xiàn)鋼筋與柱中型相交,在處理的時候,就需要從柱型兩邊將梁筋斷開,將柱和套筒的邊緣相接,要想在實際的施工中更多方面地對節(jié)點進行澆灌,還需要在柱型鋼的邊緣處進行加勁肋的設置。在實際的施工中,需要防止加勁肋出現(xiàn)局部彎曲的情況,所以,在設置加勁肋的時候,就需要保證加勁肋的輕度大于梁鋼筋的強度,這樣才能保證將梁邊緣的拉力向相關的節(jié)點進行有效傳輸 [3] 。

四、UB標H型鋼規(guī)格型號表:
鋼鐵冶金:常用材料有下面幾種:灰鑄鐵:灰鑄鐵適用于公稱壓力PN≤1.MPa,溫度為-1℃~2℃的水、蒸汽、空氣、煤氣及油品等介質。灰鑄鐵常用牌號為:HT2、HT25、HT3、HT35。可鍛鑄鐵:適用于公稱壓力PN≤2.5MPa,溫度為-3~3℃的水、蒸汽、空氣及油品介質,常用牌號有:KTH3—KTH33—KTH35—1。球墨鑄鐵:適用于PN≤4.MPa,溫度為-3~35℃的水、蒸汽、空氣及油品等介質。
在熱軋棒料上取150Ф65mm樣品,用來研究鍛造參量對顯微組織和機械性能的影響。樣品在感應爐中加熱至1200℃或1250℃。加熱溫度的確定決定較小奧氏體晶粒度和較大碳氮化物(在1200℃加熱),以及較大奧氏體晶粒度和很細的碳氮化物(在1250℃開始冷卻)對最終機械性能的影響。應用光學測溫儀測量感應圈出口處的工件溫度。樣品然后立刻變形(在1200℃和1250℃),或者以1℃/s的速度冷卻到經(jīng)選擇變形溫度(1200℃或1250℃)。
一、U254*146*31英標H型鋼介紹:
英標H型鋼執(zhí)行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼技術標準采用美國ASTM B695-2000及C-81562機械鍍鋅技術標準。
二、U254*146*31英標H型鋼熱扎工藝手段:2、軋制參數(shù):軋制變形過程,厚度方向的壓縮是主導變形。當軋件厚度方向受到軋輥壓縮時,將使金屬發(fā)生沿縱向和橫向的流動,但是縱向的延伸變形總是大大過橫向的擴展量,這是因為輥面摩擦力對寬向流動的阻礙總是大于縱向,也就是說,相對縱向而言,橫向的寬展總是比較小,軋制時的變形指數(shù)主要為:鏈接柱型鋼的節(jié)點,需要確保從柱型鋼的兩側穿過。如果出現(xiàn)鋼筋與柱中型相交,在處理的時候,就需要從柱型兩邊將梁筋斷開,將柱和套筒的邊緣相接,要想在實際的施工中更多方面地對節(jié)點進行澆灌,還需要在柱型鋼的邊緣處進行加勁肋的設置。在實際的施工中,需要防止加勁肋出現(xiàn)局部彎曲的情況,所以,在設置加勁肋的時候,就需要保證加勁肋的輕度大于梁鋼筋的強度,這樣才能保證將梁邊緣的拉力向相關的節(jié)點進行有效傳輸 [3] 。
四、UB標H型鋼規(guī)格型號表:
鋼鐵冶金:常用材料有下面幾種:灰鑄鐵:灰鑄鐵適用于公稱壓力PN≤1.MPa,溫度為-1℃~2℃的水、蒸汽、空氣、煤氣及油品等介質。灰鑄鐵常用牌號為:HT2、HT25、HT3、HT35。可鍛鑄鐵:適用于公稱壓力PN≤2.5MPa,溫度為-3~3℃的水、蒸汽、空氣及油品介質,常用牌號有:KTH3—KTH33—KTH35—1。球墨鑄鐵:適用于PN≤4.MPa,溫度為-3~35℃的水、蒸汽、空氣及油品等介質。




















