






產品分類 更多>>



英標H型鋼材料:
由于燒結時也是在靜態狀況下進行,當溫度達到氧化鉬熔化溫度時,堆積面上的燒結料有部分三氧化鉬揮發,但由于過熱,表面又形成一層粘結物,所以,堆積料內部是不會有三氧化鉬揮發的。工藝條件選擇從上述試驗條件分析:焙燒條件應控制在6℃左右,焙燒時間應為4小時,氧化速度較快。焙燒時間、溫度、回收率之間關系試驗結果焙燒時間焙燒溫度鉬回收率2小時79℃~9℃>87%3小時79℃~9℃85%結果分析:焙燒溫度應在79~9℃。
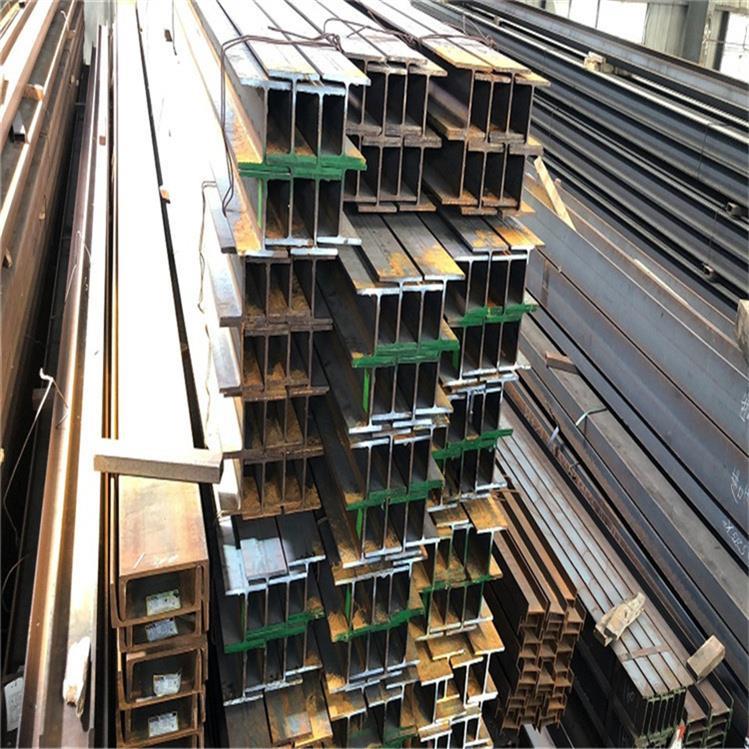
一、UB305*127*42英標H型鋼介紹:
英標H型鋼執行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼是由冷軋或熱軋車間直接提供帶卷作為熱鍍鋅的原板,在熱鍍鋅作業線內進行氣體保護再結晶退火。屬于這個類行業的熱鍍鋅方法包括:森吉米爾法、改良森吉米爾法、美鋼聯法(同日本川崎法);賽拉斯法;莎倫法。

二、UB305*127*42英標H型鋼熱扎工藝手段:a)開始軋制階段,道次加工率較小,一般為2%-10%,因為前幾道次主要是變鑄造組織為加工組織,滿足咬入條件。簡述型鋼混凝土組合結構
四、UB標H型鋼規格型號表:

鋼鐵冶金:怎樣進行合理配酸?生產接班時向上班人員了解板面質量情況,根據化驗單各罐濃度情況,以產量×.22等于配酸時間為基礎,以酸水比1:1或8:8分兩階段(各一半時間)進行連續配酸(每4小時一次),當酸濃度較低時,可采用酸比例高,水比例低的應急手段進行補充,當濃度恢復正常后,即改回正常配酸比例。生產過程中出現不能運行情況時的處理方法。在生產過程出現不能運行情況時,當班人員應立即檢查:1)頭部設備是否到位,極限是否正常;工藝段各循環泵有否跳閘;出、入口液壓站,各潤滑油泵是否起動;由切邊料向非切邊料轉換時,圓盤剪是否全部打開到位,若以上情況都正常,則通知電氣人員檢查系統問題。
由于燒結時也是在靜態狀況下進行,當溫度達到氧化鉬熔化溫度時,堆積面上的燒結料有部分三氧化鉬揮發,但由于過熱,表面又形成一層粘結物,所以,堆積料內部是不會有三氧化鉬揮發的。工藝條件選擇從上述試驗條件分析:焙燒條件應控制在6℃左右,焙燒時間應為4小時,氧化速度較快。焙燒時間、溫度、回收率之間關系試驗結果焙燒時間焙燒溫度鉬回收率2小時79℃~9℃>87%3小時79℃~9℃85%結果分析:焙燒溫度應在79~9℃。
一、UB305*127*42英標H型鋼介紹:
英標H型鋼執行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼是由冷軋或熱軋車間直接提供帶卷作為熱鍍鋅的原板,在熱鍍鋅作業線內進行氣體保護再結晶退火。屬于這個類行業的熱鍍鋅方法包括:森吉米爾法、改良森吉米爾法、美鋼聯法(同日本川崎法);賽拉斯法;莎倫法。
二、UB305*127*42英標H型鋼熱扎工藝手段:a)開始軋制階段,道次加工率較小,一般為2%-10%,因為前幾道次主要是變鑄造組織為加工組織,滿足咬入條件。簡述型鋼混凝土組合結構
四、UB標H型鋼規格型號表:
鋼鐵冶金:怎樣進行合理配酸?生產接班時向上班人員了解板面質量情況,根據化驗單各罐濃度情況,以產量×.22等于配酸時間為基礎,以酸水比1:1或8:8分兩階段(各一半時間)進行連續配酸(每4小時一次),當酸濃度較低時,可采用酸比例高,水比例低的應急手段進行補充,當濃度恢復正常后,即改回正常配酸比例。生產過程中出現不能運行情況時的處理方法。在生產過程出現不能運行情況時,當班人員應立即檢查:1)頭部設備是否到位,極限是否正常;工藝段各循環泵有否跳閘;出、入口液壓站,各潤滑油泵是否起動;由切邊料向非切邊料轉換時,圓盤剪是否全部打開到位,若以上情況都正常,則通知電氣人員檢查系統問題。





















