






產(chǎn)品分類 更多>>
產(chǎn)品推薦



英標(biāo)H型鋼材料:
另外,從生產(chǎn)高潔凈鋼方面來(lái)看,今后還必須開發(fā)可使夾雜物含量降到的二次精煉工藝中的流動(dòng)控制技術(shù),以及優(yōu)化二次精煉熔劑和控制夾雜物的組成和粒度的技術(shù)。關(guān)于流動(dòng)控制,除了進(jìn)一步提高氣體攪拌技術(shù),如優(yōu)化以往氣體攪拌時(shí)的氣體噴吹條件和使用微小氣體閥等,近年來(lái)還期待著正在不斷推廣的磁力攪拌技術(shù)的應(yīng)用和利用重力的下流式攪拌技術(shù)的應(yīng)用。尤其是,近年來(lái)還積極推進(jìn)夾雜物利用技術(shù)的開發(fā)。為積極利用凝固后存在于鋼材中的夾雜物,如利用連鑄工藝中的夾雜物可以使凝固組織細(xì)化和等軸晶化,利用鋼材加工時(shí)的夾雜物可以防止焊接熱影響區(qū)組織的肥大,因此必須開發(fā)夾雜物的組成、組織和粒度控制技術(shù)。
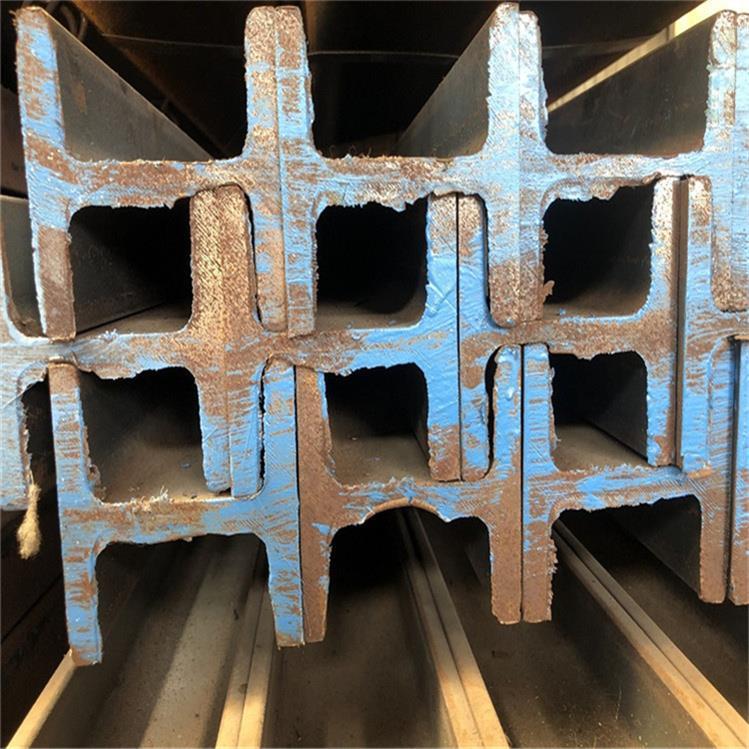
一、UB457*191*82英標(biāo)H型鋼介紹:
英標(biāo)H型鋼執(zhí)行標(biāo)準(zhǔn):EN標(biāo)準(zhǔn);英標(biāo)H型鋼有三個(gè)主要的質(zhì)量等級(jí)S235、S275、S355等。例如:S235材質(zhì)和S275材質(zhì)代表的是碳素結(jié)構(gòu)鋼,S355是低合金鋼。
英標(biāo)H型鋼a.只能在無(wú)鉛狀態(tài)下鍍鋅,鍍層的合金層很厚且粘附性很壞。
二、UB457*191*82英標(biāo)H型鋼熱扎工藝手段:實(shí)際上,軋制時(shí)的前滑值一般為2%-10%,前滑對(duì)于帶材的軋制卷取,連軋時(shí)前后張力控制有重要的使用意義。在我們現(xiàn)場(chǎng)的生產(chǎn)中,可以明顯的看到前滑留下來(lái)的痕跡,尤其是平鋪道次,整個(gè)料頭形狀的印痕。 布置問題
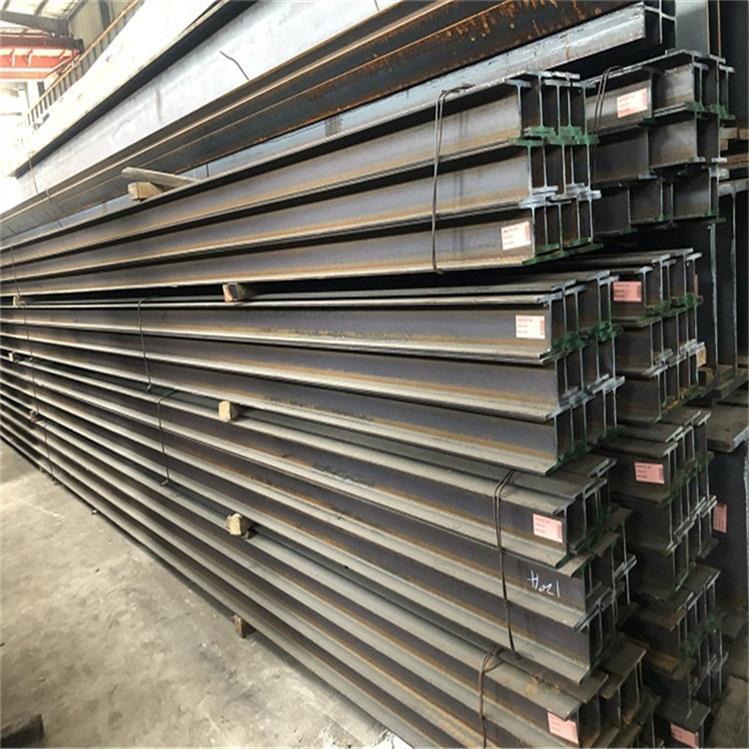
四、UB標(biāo)H型鋼規(guī)格型號(hào)表:

鋼鐵冶金:優(yōu)化工藝操作參數(shù),加強(qiáng)對(duì)生產(chǎn)過程的控制燒結(jié)生產(chǎn)的主要工藝參數(shù)有:料層厚度、配碳配水、制粒、布料、點(diǎn)火操作、抽風(fēng)負(fù)壓、機(jī)速、總管廢氣溫度等。料層厚度是基礎(chǔ),水碳是保證,混料的透氣性是關(guān)鍵[1]。燒結(jié)生產(chǎn)在抓好上述工作的同時(shí),為提高燒結(jié)強(qiáng)度重點(diǎn)工作就要做好三控,控制好三點(diǎn)溫度:點(diǎn)火溫度、燒結(jié)終結(jié)溫度和燒結(jié)礦溫度。對(duì)三點(diǎn)溫度進(jìn)行更為細(xì)致嚴(yán)格量化控制,以受控的溫度確保成品礦質(zhì)量受控。點(diǎn)好火是提高燒結(jié)產(chǎn)質(zhì)量的一個(gè)重要環(huán)節(jié)。
另外,從生產(chǎn)高潔凈鋼方面來(lái)看,今后還必須開發(fā)可使夾雜物含量降到的二次精煉工藝中的流動(dòng)控制技術(shù),以及優(yōu)化二次精煉熔劑和控制夾雜物的組成和粒度的技術(shù)。關(guān)于流動(dòng)控制,除了進(jìn)一步提高氣體攪拌技術(shù),如優(yōu)化以往氣體攪拌時(shí)的氣體噴吹條件和使用微小氣體閥等,近年來(lái)還期待著正在不斷推廣的磁力攪拌技術(shù)的應(yīng)用和利用重力的下流式攪拌技術(shù)的應(yīng)用。尤其是,近年來(lái)還積極推進(jìn)夾雜物利用技術(shù)的開發(fā)。為積極利用凝固后存在于鋼材中的夾雜物,如利用連鑄工藝中的夾雜物可以使凝固組織細(xì)化和等軸晶化,利用鋼材加工時(shí)的夾雜物可以防止焊接熱影響區(qū)組織的肥大,因此必須開發(fā)夾雜物的組成、組織和粒度控制技術(shù)。
一、UB457*191*82英標(biāo)H型鋼介紹:
英標(biāo)H型鋼執(zhí)行標(biāo)準(zhǔn):EN標(biāo)準(zhǔn);英標(biāo)H型鋼有三個(gè)主要的質(zhì)量等級(jí)S235、S275、S355等。例如:S235材質(zhì)和S275材質(zhì)代表的是碳素結(jié)構(gòu)鋼,S355是低合金鋼。
英標(biāo)H型鋼a.只能在無(wú)鉛狀態(tài)下鍍鋅,鍍層的合金層很厚且粘附性很壞。
二、UB457*191*82英標(biāo)H型鋼熱扎工藝手段:實(shí)際上,軋制時(shí)的前滑值一般為2%-10%,前滑對(duì)于帶材的軋制卷取,連軋時(shí)前后張力控制有重要的使用意義。在我們現(xiàn)場(chǎng)的生產(chǎn)中,可以明顯的看到前滑留下來(lái)的痕跡,尤其是平鋪道次,整個(gè)料頭形狀的印痕。 布置問題
四、UB標(biāo)H型鋼規(guī)格型號(hào)表:
鋼鐵冶金:優(yōu)化工藝操作參數(shù),加強(qiáng)對(duì)生產(chǎn)過程的控制燒結(jié)生產(chǎn)的主要工藝參數(shù)有:料層厚度、配碳配水、制粒、布料、點(diǎn)火操作、抽風(fēng)負(fù)壓、機(jī)速、總管廢氣溫度等。料層厚度是基礎(chǔ),水碳是保證,混料的透氣性是關(guān)鍵[1]。燒結(jié)生產(chǎn)在抓好上述工作的同時(shí),為提高燒結(jié)強(qiáng)度重點(diǎn)工作就要做好三控,控制好三點(diǎn)溫度:點(diǎn)火溫度、燒結(jié)終結(jié)溫度和燒結(jié)礦溫度。對(duì)三點(diǎn)溫度進(jìn)行更為細(xì)致嚴(yán)格量化控制,以受控的溫度確保成品礦質(zhì)量受控。點(diǎn)好火是提高燒結(jié)產(chǎn)質(zhì)量的一個(gè)重要環(huán)節(jié)。




















