






產品分類 更多>>


英標H型鋼材料:
冷彎型鋼在我國有強大的生命力,但其目前占鋼材總量的比例卻較低,約為.6%,而國外約占1.5%~4.%。其產品的品種和數量與市場需求均差距較大。目前國內大部分冷彎型鋼加工設備還不能達到質量要求,產品標準尚不完善,深加工能力不足。今后應努力開發高質量產品,以適應市場需求。、帶材為原料的焊管深加工,以及焊管產品的加工,如:涂鍍防腐處理鋼管、各種異型管材等。近幾年焊管產品發展迅速,規格品種較多,目前已達6萬t/a以上。
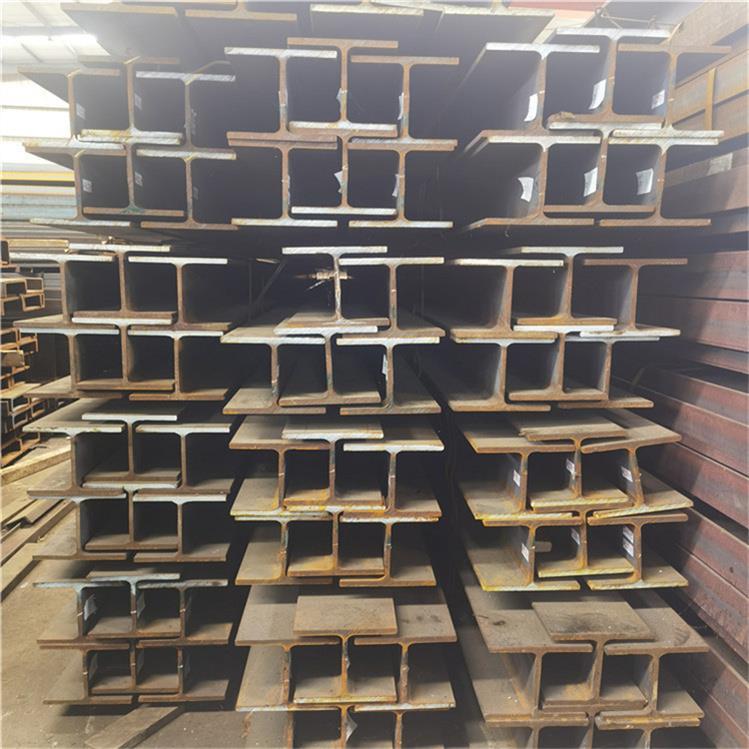
一、UC356*406*287英標H型鋼介紹:
英標H型鋼執行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼賽拉斯法又稱火焰直接加熱法;首先帶鋼經堿洗脫脂,而后用清除表面的氧化皮,并經水洗、烘干后再進入由煤氣火焰直接加熱的立式線內退火爐,通過嚴格控制爐內煤氣和空氣的焰燒比例,使之在煤氣過剩和氧氣不足的情況下進行不完全焰燒,從而使爐內造成還原氣氛。
二、UC356*406*287英標H型鋼熱扎工藝手段:c)最后軋制階段,一般道次加工率減小,為防止熱軋制品產生粗大晶粒,熱軋最后道次的加工率應大于臨界變形量(15%-20%),熱軋最后兩道次溫度較低,變形抗力較大,其壓下量分配應該保持帶材良好的板形,厚度偏差以及表面質量。 [1] [2] 高層建筑的構件選擇需要按照相應的結構技術規程進行,比如型鋼混凝土組合結構施工中,要求必須選擇焊接型鋼以及實腹式型鋼作為柱內材料。由于實際施工條件的限制,則需要對混凝土的體積配箍率進行計算,保證鋼筋配置的合理性,這樣才能有效避免施工問題的出現。

四、UC標H型鋼規格型號表:
鋼鐵冶金:確需拆卸時,應會同有關部門研究后進行,拆卸和復裝應按設備技術文件的規定進行。第6條泵的找平應符合下列要求:臥式和立式泵的縱、橫向不水平度不應超過./;測量時,應以加工而為基準;小型整體安裝的泵,不應有明顯的偏斜。第7條泵的找正應符合下列要求:主動軸與從動軸以聯軸節連接時,兩軸的不同軸度、兩半聯軸節端面間的間隙應符合設備技術文件的規定;如設備技術文件無規定時,應符合本規范冊《通用規定》的規定;主動軸與從動軸以皮帶連接,兩軸的不平行度、兩輪的偏移應符合本規范冊《通風規定》的規定;原動機與泵(或變速器)連接前,應先單獨試驗原動機的轉向,確認無誤后再連接;主動軸與從動軸找正、連接后,應盤車檢查是否靈活;泵與管路連接后,應復校找正情況,如由于與管路連接而不正常時,應調整管路。
冷彎型鋼在我國有強大的生命力,但其目前占鋼材總量的比例卻較低,約為.6%,而國外約占1.5%~4.%。其產品的品種和數量與市場需求均差距較大。目前國內大部分冷彎型鋼加工設備還不能達到質量要求,產品標準尚不完善,深加工能力不足。今后應努力開發高質量產品,以適應市場需求。、帶材為原料的焊管深加工,以及焊管產品的加工,如:涂鍍防腐處理鋼管、各種異型管材等。近幾年焊管產品發展迅速,規格品種較多,目前已達6萬t/a以上。
一、UC356*406*287英標H型鋼介紹:
英標H型鋼執行標準:EN標準;英標H型鋼有三個主要的質量等級S235、S275、S355等。例如:S235材質和S275材質代表的是碳素結構鋼,S355是低合金鋼。
英標H型鋼賽拉斯法又稱火焰直接加熱法;首先帶鋼經堿洗脫脂,而后用清除表面的氧化皮,并經水洗、烘干后再進入由煤氣火焰直接加熱的立式線內退火爐,通過嚴格控制爐內煤氣和空氣的焰燒比例,使之在煤氣過剩和氧氣不足的情況下進行不完全焰燒,從而使爐內造成還原氣氛。
二、UC356*406*287英標H型鋼熱扎工藝手段:c)最后軋制階段,一般道次加工率減小,為防止熱軋制品產生粗大晶粒,熱軋最后道次的加工率應大于臨界變形量(15%-20%),熱軋最后兩道次溫度較低,變形抗力較大,其壓下量分配應該保持帶材良好的板形,厚度偏差以及表面質量。 [1] [2] 高層建筑的構件選擇需要按照相應的結構技術規程進行,比如型鋼混凝土組合結構施工中,要求必須選擇焊接型鋼以及實腹式型鋼作為柱內材料。由于實際施工條件的限制,則需要對混凝土的體積配箍率進行計算,保證鋼筋配置的合理性,這樣才能有效避免施工問題的出現。
四、UC標H型鋼規格型號表:
鋼鐵冶金:確需拆卸時,應會同有關部門研究后進行,拆卸和復裝應按設備技術文件的規定進行。第6條泵的找平應符合下列要求:臥式和立式泵的縱、橫向不水平度不應超過./;測量時,應以加工而為基準;小型整體安裝的泵,不應有明顯的偏斜。第7條泵的找正應符合下列要求:主動軸與從動軸以聯軸節連接時,兩軸的不同軸度、兩半聯軸節端面間的間隙應符合設備技術文件的規定;如設備技術文件無規定時,應符合本規范冊《通用規定》的規定;主動軸與從動軸以皮帶連接,兩軸的不平行度、兩輪的偏移應符合本規范冊《通風規定》的規定;原動機與泵(或變速器)連接前,應先單獨試驗原動機的轉向,確認無誤后再連接;主動軸與從動軸找正、連接后,應盤車檢查是否靈活;泵與管路連接后,應復校找正情況,如由于與管路連接而不正常時,應調整管路。





















